トップページ > 機器利用 > 機器一覧 > 精密測定機器 > 表面粗さ・輪郭形状測定機(熊谷) > 表面粗さの測定方法
ページ番号:258474
掲載日:2024年9月12日
![]()
お客様の目的に応じた支援メニューをご案内します。
![]()
こんな課題がある、こんなことで困っている、などありませんか?
ここから本文です。
表面粗さの測定方法
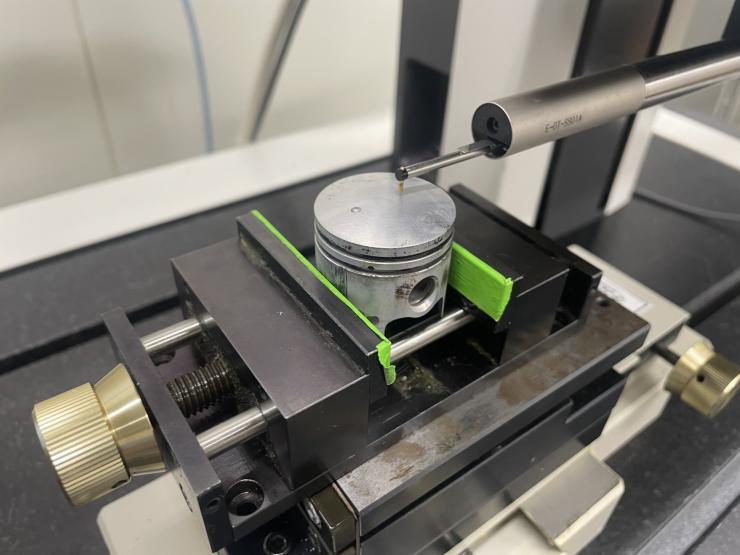
手順1 測定子(触針)の位置合わせ
 |
|
測定バイスの水平レベルを調整して試料をセットします(Ra0.1未満の場合は特に重要です)。 筋目が明らかな場合は、筋目の方向と測定子の稼働する方向(X軸)が直行するようにします。
測定子を測定開始位置に接触させます。 このとき検出器本体(測定子の根本部分)がワークに接触しないようにご注意ください。
※水平レベル調整の方法は職員より直接操作指導させていただきます(要指導員料)。 ※測定試料によっては別途治具をご用意いただく必要があります。 ※試料が当センターのバイスで挟めるかどうかはご利用者様にてご判断ください。 ※測定子よりも検出器本体が先にワークに接触したまま下降すると故障します。 |
手順2 測定条件の選定
JIS B0633:'01 / ISO 4288:'96
|
Raの範囲
|
Rzの範囲
|
測定条件設定
|
カットオフ比
|
|||
|
超え |
以下 |
超え |
未満 |
基準長さ (カットオフ波長) |
評価長さ |
|
|
0.006 |
0.02 |
0.025 |
0.1 |
0.08 |
0.4 |
30 |
|
0.02 |
0.1 |
0.1 |
0.5 |
0.25 |
1.25 |
100 |
|
0.1 |
2 |
0.5 |
10 |
0.8 |
4 |
300 |
|
2 |
10 |
10 |
50 |
2.5 |
12.5 |
300 |
|
10 |
80 |
50 |
200 |
8 |
40 |
300 |
|
上記パラメータ一覧から、図面等で指示されているRaまたはRzの範囲を見つけます。 該当する行(横方向)の基準長さとカットオフ比をメモ等に控えます。
実際に測定する長さは評価長さに呼び駆動(基準長さ×2)を足し合わせた長さになります。 測定箇所の長さが足りるか(現物にこれだけの長さを測る余裕があるか)、この時点でご確認ください。
※その他のパラメータは担当職員にお問い合わせください。 ※図面等の指示が無い場合は、適当なパラメータで1度測定して、一覧表より正しいパラメータを選び直します。 |
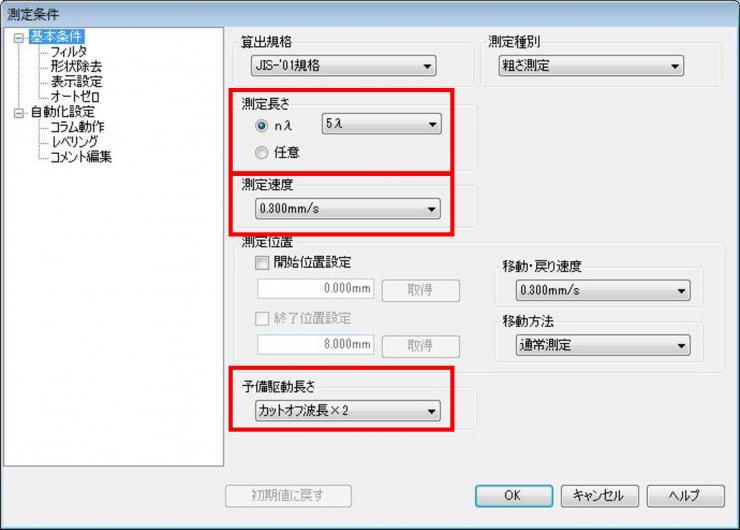
手順3 測定条件の入力
  |
|
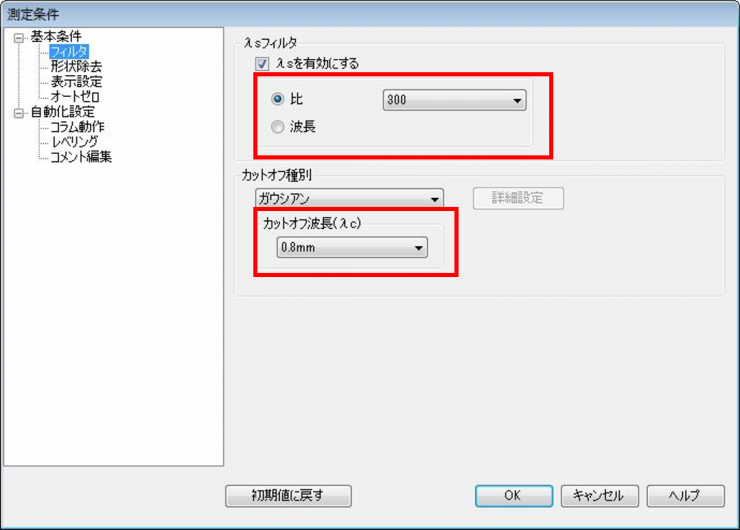
評価長さ(標準:5λ、λはカットオフ波長(=λc))、測定速度、予備駆動長さを入力します(左図)。 カットオフ比(λc/λs)とカットオフ波長(λc)を入力します(右図)。
標準では測定速度は0.3mm/sです。
表面の粗い部品は速度を落としてください 速度を速くすると測定時間の短縮になりますが、測定子破損のリスクも高くなります。
予備駆動長さを入力することで測定開始時と測定終了時のエラーを除去できます。 測定箇所が狭い場合は省略することも可能です。
|
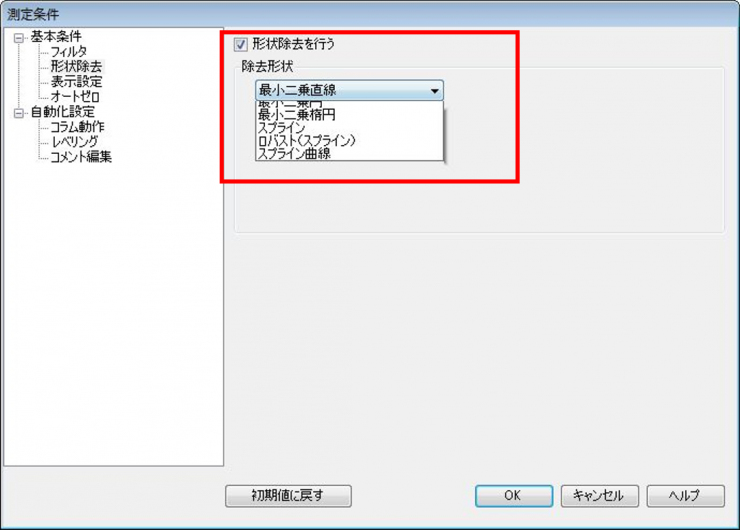
手順4 形状除去の設定
 |
|
測定する断面の形状に近い項目を選択します。 丸みを帯びている部品などは形状除去を行わないと正しい値が算出されません。
今回のサンプルでは円弧を描く部品なので最小二乗円を選択します。 |
手順5 測定開始
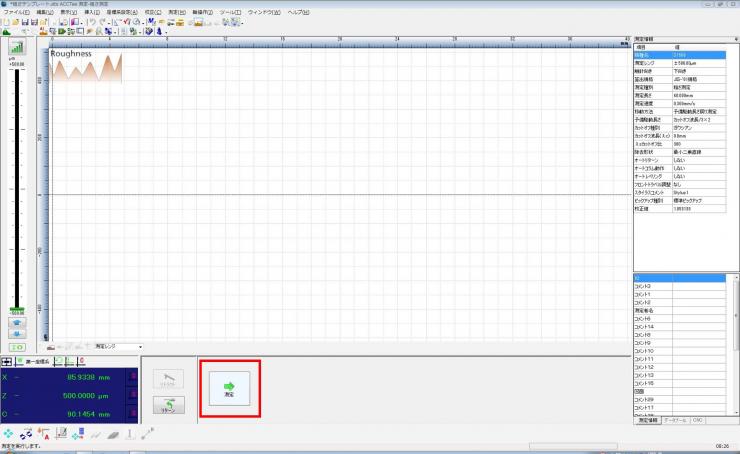 |
|
測定ボタンを押すと自動で測定子が表面形状を取得します。 取得後は自動で測定した表面粗さの結果が表示されます。 |
手順6 測定結果
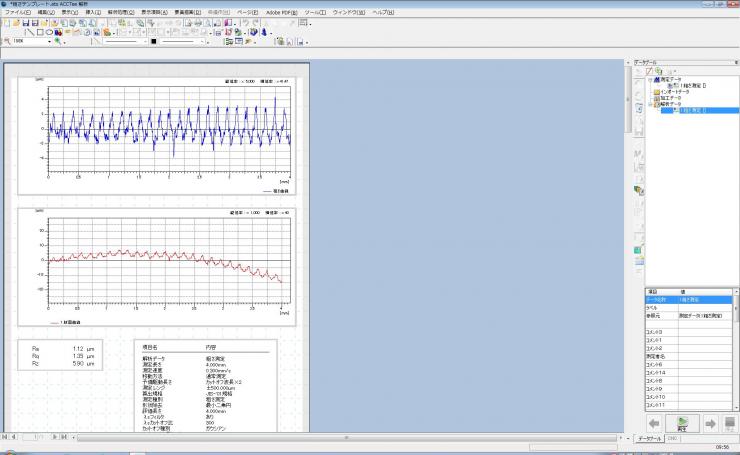 |
|
測定が終了すると自動で解析結果が表示されます。 この画面で表示したいパラメータを選択したり、体裁を整えることができます。
解析した結果はPDFでの保存(印刷機能を利用)が可能です。 紙での印刷をご希望の場合は印刷用の普通紙をお持ち込みください。 |
※この解説は簡易的な説明です。詳細な操作方法について指導が必要な場合は、使用料の他に指導料が1時間あたり2,500円かかります。